
تتويج الجدول ضمان دقة عالية الانحناء على Pressbrake
لضمان نتائج دقيقة وقابلة للتكرار ، من الضروري التعويض عن الانحراف الذي يحدث بطبيعته في الحزمة (ram) وجدول فرامل الضغط عند تطبيق الحمل. بدون تعويض انحراف ، من المحتمل أن يكون لقطعة العمل شكلاً ما من أشكال التشوه في مركزها عندما تنحني على طول كامل فرامل الضغط. وهذا ينطبق بشكل خاص على مكابس الضغط 8 أقدام أو أكثر ، و 80 طنا أو أكثر ، وعند ثني أجزاء طويلة أو كبيرة ، ولكنها يمكن أن تكون كذلك عند تشكيل قطع عمل أقصر. للحفاظ على زاوية الثني متناسقة على طول الجزء الكامل ، يحتاج فرامل الضغط إلى نظام التتويج ، إما في الحزمة ، أو في الطاولة ، أو في كليهما.
في هذا العصر من الدُفعات القصيرة ، الأجزاء المعقدة ، والتحويل السريع ، يضمن التاجية الكفاءة ودقة الأجزاء والتكرار. في التطبيقات ذات الحمولات العالية ، يساعد التتويج على إنتاج منحنيات مستقيمة في المواد الصعبة ذات قوة الشد العالية.
أساسيات التويج
تستخدم معظم مكابس الضغط الحديثة نظامًا هيدروليكيًا مؤازرًا يتحكم فيه نظام الحلقة المغلقة في موضع الكبش. في كل طرف من العارضة ، تحت المكابس اليسرى واليمنى ، يقوم نظام قياس الموقع بمراقبة الحركة وتحديد دقة الحزمة. تقوم أداة التحكم في الماكينة بمعالجة هذه المعلومات وتستخدمها لوضع الحزمة على دقة تبلغ 0.01 ملم. يقوم بذلك عن طريق تنشيط الصمامات المؤازرة اليمنى واليسرى في أعلى كل مكبس هيدروليكي.
أثناء دورة الانحناء ، يضمن النظام الهيدروليكي المؤازر أن يصل المكبس عند كل طرف من العارضة إلى الوضع المبرمج المحدد في التحكم في الماكينة ، مما يؤدي إلى زاوية الانحناء الصحيحة. لأن فرامل الضغط تميل إلى الانحراف تحت الحمل ، وخاصة في وسط الآلة بين المكابس ، فإن الزاوية في مركز مكبس الصحافة ستكون أكثر منفرجة من الزاوية الموجودة تحت الكبش. وبدون تدخل ، سيؤدي هذا الانحناء إلى تغيير زاوية الانحناء على طول فرامل الضغط.
للتعويض ، يمكن أن تكون مكابس الضغط مجهزة بنظام تيجان ينتج قوة معاكسة ، أو "منحنى" ، لتعويض انحراف الحزمة والجدول. يضمن نظام التاج أن يكون الكبش والجدول متوازيين أثناء الانحناء (انظر الشكل 1 ).
تم استخدام التاج منذ أواخر السبعينيات وأوائل الثمانينيات. إن الطلب على مكابس الضغط ذات الحمولة العالية ، والفولاذ ذي قوة الشد العالية ، والحاجة إلى ثني أطوال أطول قد غذى الحاجة للتتويج ، حيث أن انحراف إطار الماكينة يكون أكبر في هذه التطبيقات.
قبل التوجّه ، كان على مصنعي مكابس الكبس أن يسبقوا المنحنى إلى طاولة مكبس الصحافة لموازنة حوالي 75 في المئة من انحراف الآلة. أنظمة اليوم هي أكثر تقدما. باستخدام أنظمة التاج القابلة للبرمجة ، يدخل المشغلون سماكة الألواح ، والطول ، وفتح القالب ، وبيانات مقاومة الشد المادية إلى عنصر التحكم ، الذي يحدد تلقائيًا الانحراف الحقيقي للجدول والكبش ، ويتم الحصول على التحميل المسبق لكل منعطف. مع نظام الفرامل الهيدروليكي للفرامل والتتويج معاً ، يمكن تحقيق زاوية انحناء دقيقة مع الحد الأدنى من تدخل المشغل.
اختيارات في Pressbrake الانحناء التتويج الجدول
يتم استخدام التاجير بشكل عام على مكابس الضغط بحجم 80 طنًا أو 8 أقدام أو أكبر في الحجم. يمكن تطبيق التاج على مكابس الضغط ذات الحمولة الأقل ، ولكن هذا يعتمد على طول طاولة مكابس الصحافة والتطبيق. كلما زادت المسافة بين القوائم ، زاد انحراف الماكينة. أيضا ، كلما زادت حمولة الآلة ، زادت الحاجة إلى تعويض انحراف. لثني المواد سميكة ورفيعة ، يوصى بنظام التتويج.
التتويج الهيدروليكي والتاج المخروطي المخروطي CNC هما النوعان الأكثر شيوعًا من أنظمة التتويج. يمكن شراء نظام تويج على شكل إسفين كإضافة لفرامل الضغط من خلال صانع مكابس الكبس أو مورد الأدوات. يتم تضمين التاج الهيدروليكية في الجهاز. تكلفة هذه الأنظمة قابلة للمقارنة ، لذا فإن الاختيار هو أكثر من مسألة الدقة والكفاءة والتطبيق.
يطبق التاج الهيدروليكي الضغط على الأسطوانات خلال شوط الانحناء للتعويض عن انحراف الماكينة. معظم هذه الأنظمة غير قادرة على تطبيق التاج في السرير بالكامل من الماكينة. بدلاً من ذلك ، يعتمد مقدار الانحراف الذي يضبطه نظام التتويج على موقع الأسطوانة. تستخدم بعض أنظمة التاج الهيدروليكي فقط أسطوانة مركزية أو نظام ثلاثي الأسطوانات ، وبعضها يوفر توجة فوق 60 بالمائة من السرير ، ولكن ليس طول السرير الكامل.
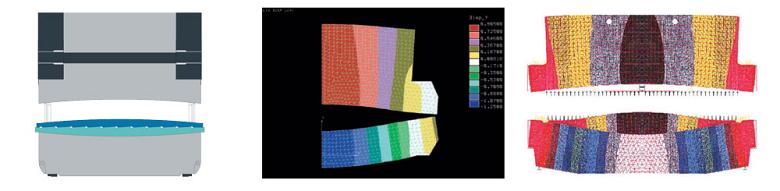
شكل 1
إذا لم تكن الحزمة العلوية والسفلية متوازية أثناء الانحناء ، فإن زاوية الانحناء ستختلف على طول طول قطعة الشغل.
تستخدم الأسطوانات الهيدروليكية نفس الخط الهيدروليكي. ونتيجة لذلك ، لا يمكن لأي أسطوانة مفردة أن تطبق قوة التتويج الكاملة ؛ يتم تطبيق هذه القوة على جميع الاسطوانات الهيدروليكية ، سواء كان هناك اثنان أو ثلاثة أو 10.
يتكون نظام التتويج على شكل إسفين من صفين من الأوتاد عبر طول السرير. صف واحد ثابت والآخر متحرك (انظر الشكلين 2 و 3 ). يكون الوتد الموجود في منتصف السرير منحدرًا أعلى من الأوتاد أسفل المكابس ، وتقل زاوية الميل نحو الكبش من منتصف السرير.
عند تفعيلها ، يخلق الوتد المتحرك منحنى مع نقطة عالية في وسط السرير والنقاط المنخفضة في نهاية السرير أسفل المكابس لإنشاء منحنى الشريحة في الجدول. نظام التاج ، الذي يتم التحكم فيه أوتوماتيكياً ، يعوض عن انحراف السرير والحزمة تحت قوى انحناء مختلفة. في نظام نمط الوتد ، تم تصميم الجدول لتحمل حمولة معينة اعتمادًا على الحمولة المطلوبة. توفر بعض أنظمة التتويج دقة برمجة مقدارها ± 0.01 مم وتكرار التموضع يبلغ ± 0.005 مم.
يقوم نظام الإسفين بالتأجير للحصول على الطول الكامل للسرير لأنه يتم تشكيله خصيصًا لهذا السرير. كما يمكنه التعامل مع تعويض انحراف الحمولة العالية وأطوال السرير الأقصر. يمكن ضبط التويج للثني في أي وضع على السرير. يتم إجراء هذا التعديل في الوقت الحقيقي عن طريق التحكم ، لذلك لا يتم فقدان وقت الإنتاج في العملية.
في المقابل ، لا يوجد نظام إسفين عالمي خاص بضغط المكبس ويتم بناؤه من تصميم إسفين قياسي. يمكن التحكم فيه من خلال CNC ، وسوف يمثل ذلك انحرافًا ، ولكنه ليس محددًا للتطبيق أو المواد الخاصة به. كما أنه لا يستخدم قاعدة بيانات مركزية لمعالجة مقدار تصحيح الانحراف المطلوب ، لذا فإن قدرته على التتويج محدودة وأكثر تعقيدًا.
يمكن تعديل نظام التتويج العالمي إلى فرامل ضغط موجودة لتحسين قدراته. كما يمكن تركيبه على فرامل ضغط أصغر حجمًا ، على مستوى المبتدئين لا يتم تقديمها بتتويج لإعطاء المشغل مزيدًا من التحكم في عملية الثني.
يمكن أن يكون تحديث نظام التتويج مفيدًا وفي بعض الأحيان ضروريًا ، خاصةً عندما يتغير أو يتغير التطبيق. على سبيل المثال ، إذا انتقلت شركة HVAC من إنتاج المكونات السكنية التي يمكن تشكيلها بكفاءة دون التوجو لعمل مكونات أكبر وأثقل للوحدات الصناعية ، فإن الشكل الجانبي الجديد يملي الحاجة للتتويج. سيزيد نظام التاجية من الكفاءة من خلال القضاء على عدد عمليات الضبط والإعدادات لإنتاج أطوال منحنيات أطول.
يتحول التحديات تشكيل ل Pressbrake التزاوج الجدول
من خلال ضمان زاوية ثابتة عبر طول المنعطف ، فإن التتويج يقلل أيضًا من عمليات الإعداد ، ويقلل من الخردة ، ويزيل الحاجة إلى تدخل المشغل أو لمشغل مكابس ضغط عالي المهارة.
بدون نظام التتويج ، فإن التغلب على انحراف الماكينة هو عملية يدوية تستخدم الحشوات أو من خلال تعديل القوالب. يمكن أن يكون حساب كمية القص اللازمة عملية مستهلكة للوقت ، وغالباً ما تكون واحدة من التجربة والخطأ ، مما يؤدي إلى إنتاج خردة مكلفة. حتى مشغلي إعداد ذوي الخبرة سوف يولدون بعض كمية الخردة عند صنع أجزاء على جهاز مع سرير تيجان معد يدويًا.
نظام التتويج CNC ينتج هذه الحسابات تلقائياً. كما أنه يقلل من مستوى المهارة اللازمة لتشغيل الماكينة ، وبالتالي تحسين الكفاءة والإنتاجية.
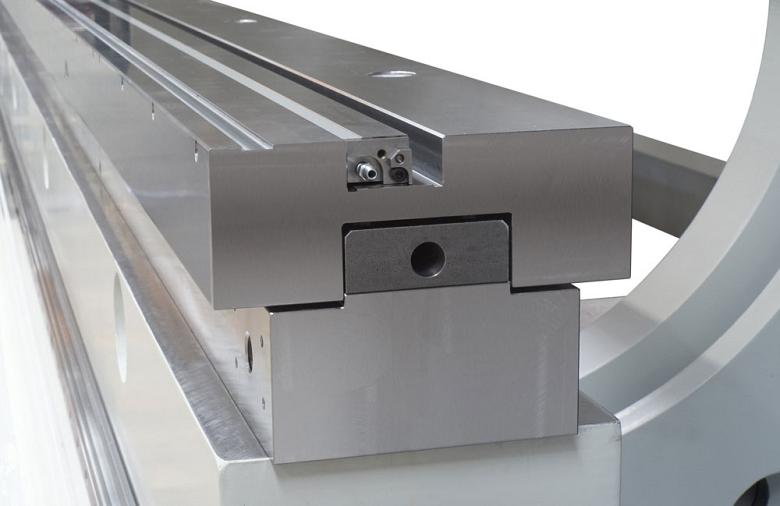
الشكل 2
نظام التتويج على شكل إسفين مصمم خصيصًا لكل مكبس. المكونات المرتبطة هي ما
ومع ذلك ، لا يمكن لنظام التتويج أن يعوض عن المشاكل المتعلقة بالأدوات ، مثل المحاذاة الضعيفة والمواءمة غير المنتظمة والانزلاق غير المتماثل لقطعة الشغل. ستشكل الأدوات غير الدقيقة أو غير المستخدمة بشكل متساو الأجزاء ذات الزوايا غير المتسقة. تعد مشاكل الأدوات مسؤولة جزئيًا عن المشكلات المرتبطة بالزوايا غير المنتظمة على طول خط منحني.
تساعد الأدوات الدقيقة على الأرض في ضمان زوايا انحناء دقيقة على طول طول الانحناء بالكامل. تحتوي القوالب على نصف قطر تدريجي على جانبي الفتحة V ، مما يسمح بتدفق المادة إلى القالب بالتساوي وبسحب أقل (انظر الشكل 4 ).
تطبيقات ذات حمولة عالية لأكبر ثقالة Pressbrake
نظام التتويج CNC يعوض عن الانحراف المتماثل لفرامل الضغط. عندما تكون خواص المادة متماثلة على طول الجزء ، يكون التاج القياسي كافياً. ولكن عندما تكون خواص المواد متغيرة وأكثر تحديًا - خاصة مع قطع العمل الأثقل أو الأطول وفي المواد ذات قوة الشد العالية مثل S1100 و S1300 و Hardox® و Armox® - فإن نظام التاج القابل للبرمجة الأكثر تقدمًا ، والذي يتحكم فيه CNC ، يوفر مزيد من التعويض عن انحراف الجهاز ، وفي النهاية ، المزيد من المرونة.
تتطلب المواد ذات قوة الشد العالية قوة أكثر لثنيها ، ولديك المزيد من springback ، وبالتالي ، تتطلب المزيد من التتويج (انظر الشكل 5 ). يتزايد استخدام المواد عالية الشد ، خاصة في تطبيقات الانحناء الكبيرة (12 قدمًا أو أكثر) ، حيث أن المصنّعين يتطلعون إلى تقليل وزن المنتج النهائي دون الإضرار بالتكامل البنيوي.
يعتبر التاجير أكثر أهمية بالنسبة للفرامل الترادفية ، أو tridem ، أو quadem ، التي تجمع بين اثنين أو ثلاثة أو أربعة مكابس للضغط ، على التوالي ، من حمولة مماثلة أو غير متشابهة في تكوين متزامن. تقوم هذه الأنظمة بمزامنة اسطوانات الماكينة كل 5 ميلي ثانية والتحقق منها باستمرار لضمان وجود حركة مستقيمة ثابتة في الماكينة. تستخدم بعض هذه الآلات نوعًا آخر من نظام التتويج الذي يشتمل على طاولة تاج مزدوجة. إنه نظامان أساسيان للتكوير باستخدام الحاسب الآلي فوق بعضها البعض بمظهر توجيري غير متماثل لكنه مكمل.





